Introduction
During the operation of the Disc Screens, the screen shaft and the screen disc are in direct contact with the materials, subjected to continuous friction, impact and alternating stress. It is the component that is most prone to wear and replacement most frequently in the equipment. In actual production, problems such as shaft breakage caused by insufficient strength of the screen shaft material, rapid wear of the screen disc leading to a decline in screening efficiency, and premature failure of components due to improper material selection not only increase the cost of spare parts replacement and downtime losses for enterprises, but also affect the stability of the entire production chain.
The core component structure of Disc Screens
Screen Roller/Shaft
Structural composition
The screen shaft is mainly composed of three parts: the main shaft body, the bearing housing and the transmission connection parts. The main shaft body is the core load-bearing component, directly connected to the screen plate, and withstands the impact and friction of the material. The bearing housing is used to fix the main shaft body and ensure the coaxiality of the main shaft's operation. Couplings are used to connect the motor and the main shaft, achieving power transmission and ensuring that the screen shaft operates smoothly at the set speed.
Functional positioning
The Disc Screens is the core carrier for support and transmission. The screen shaft needs to drive the screen plate to rotate at high speed, causing the materials to roll and slide on the screen plate to achieve coarse and fine classification. At the same time, it needs to withstand the impact load of materials and its own alternating stress, and is required to have sufficient torsional strength, fatigue life and wear resistance.
Screen Disc/Sieve Plate
Structural type
According to the application scenarios and processing techniques, the screen discs are mainly divided into three designs: integral type, split type and modular type. The integral Screen plate has a compact structure and high strength, and is suitable for medium and small-sized Disc Screenss and low-impact working conditions. The split-type screen plate is easy to disassemble and replace. It can be replaced separately for worn parts, reducing spare parts costs and is suitable for high-wear working conditions. The modular screen tray can be flexibly combined according to the screening requirements, has strong versatility and is convenient for later maintenance and upgrade.
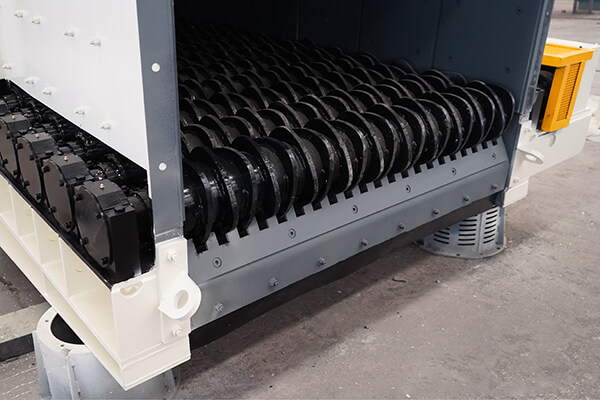
Arrangement method
The arrangement methods of the sieve plates mainly include spiral arrangement and interlaced arrangement. Different arrangement methods have a significant impact on the screening effect. The spiral-arranged screen discs can push the materials to move along the axial direction, prevent material accumulation, improve screening efficiency, and are suitable for the classification of large pieces of materials. The interlaced arrangement of the screen discs can reduce the gap between the screens, improve the classification accuracy, and is suitable for the screening of fine-grained materials. At the same time, it can reduce the local impact of materials on the screen discs and extend the service life of the screen discs.
Manufacturing process of Disc Screens screen shaft
Material selection
45# steel
It belongs to high-quality carbon structural steel, with good processing performance and certain strength and toughness. It is suitable for medium and small-sized Disc Screenss, as well as low-impact and low-load working conditions. The cost is relatively low and the cost performance is high.
40Cr
Alloy structural steel, after quenching and tempering treatment, has better torsional strength, hardness and fatigue life than 45# steel. It is suitable for medium and large-sized Disc Screenss, as well as working conditions with medium impact and medium load. It is currently one of the most widely used Screen shaft materials.
42CrMo alloy structural steel
High-strength alloy steel, with excellent torsional strength, fatigue strength and wear resistance, has better comprehensive mechanical properties after quenching and tempering treatment. It is suitable for working conditions of large Disc Screens, high speed and high load, and can effectively avoid problems such as shaft breakage and wear.

Processing technology flow
The specific process is as follows
Blank forging/casting → Rough turning → quenching and tempering heat treatment → fine turning → grinding → surface treatment
Blank forging/casting
According to the specifications and performance requirements of the screen shaft, the forging or casting process is selected to make the blank. Forging blanks can refine grains, enhance the compactness and strength of materials, and are suitable for high-strength screen shafts. The production efficiency of casting blanks is high and the cost is low, making it suitable for medium and small-sized screen shafts.
Rough car
Preliminary processing is carried out on the blank to remove the excess allowance, and the key parts such as the main shaft body and the bearing housing installation surface are initially formed to lay the foundation for subsequent fine processing.
Quenching and tempering heat treatment
The core and key process involves heating the workpiece after rough turning to 820-860℃, holding it for a period of time, then cooling it in oil, and reheating it to 500-600℃ for tempering. Eventually, the hardness of the screen shaft reaches HB220-280, ensuring that the screen shaft has good strength, toughness and fatigue resistance, and avoiding shaft breakage during use.
Precision car
Precision machining is carried out on the quenched and tempered workpiece to control the accuracy of key dimensions such as the shaft diameter and length, and to ensure the installation accuracy of the bearing housing and transmission connection parts.
Grinding
The surface of the main shaft body is ground to improve the surface smoothness, reduce the friction loss during operation, and ensure the coaxiality of the shaft at the same time.
Surface treatment
By means of galvanizing, chromium plating or spraying wear-resistant coatings, etc., the wear resistance and anti-corrosion property of the surface of the Screen shaft are improved, and the service life is prolonged. It is especially suitable for Disc Screenss in damp and corrosive environments.
Key points of quality control
Coaxiality tolerance control
The coaxiality of the sieve shaft directly affects the operational stability of the Disc Screens. To avoid problems such as vibration and noise, the coaxiality tolerance is required to be ≤0.05mm.
Surface roughness control
The surface roughness of the screen shaft should reach Ra≤1.6μm to reduce friction with the bearings and screen discs, slow down the wear rate, and avoid stress concentration at the same time.
Dynamic balance detection
When the screen shaft operates at high speed, the unbalance can cause equipment vibration, affecting operational stability and service life. Dynamic balance testing is required to ensure that the unbalance meets industry standards. Generally, the dynamic balance grade should reach G6.3 or above.
Manufacturing process of Disc Screens sieve plate
Material selection
High manganese steel (Mn13/Mn18
The preferred material for impact load conditions, featuring excellent work hardening properties. High manganese steel has an austenitic structure at room temperature and an initial hardness of relatively low (HB180-220). However, when subjected to strong impact and compression from materials, its surface will rapidly undergo work hardening, and its hardness can be increased to over HB500, forming a high-hardness wear-resistant layer that effectively resists impact and abrasive wear.
Wear-resistant alloy steel (NM360/NM400
It is the preferred material for medium impact and high wear environments, featuring high hardness and toughness. Its comprehensive wear resistance is superior to that of high manganese steel, and it has good processing performance. It can be machined into various structural screen plates and is suitable for medium working conditions in general coal preparation plants, sand and gravel aggregate plants, etc.
High-chromium cast iron (Cr15Mo3
High wear-resistant material, with high hardness (HRC58-62), has excellent wear resistance, but is relatively brittle and has weak impact resistance. It is suitable for fine-grained materials, low-impact, and high-wear working conditions, such as fine screens for coke and ores.
Forming process
Casting process
It is mainly used for the forming of screen plates made of high manganese steel, high chromium cast iron and other materials. Common processes include lost foam casting and V-process casting. Lost foam casting features high precision and good surface quality, and can be made into complex-structured sieve plates, reducing the workload of subsequent machining. V-process casting features low cost, high production efficiency, high density of castings and good wear resistance, making it suitable for batch production of sieve plates. During the casting process, the melting temperature (1500℃-1550℃), pouring temperature (1400℃-1450℃) and pouring speed must be strictly controlled to avoid defects such as pores and shrinkage cavities.
Welding process
It is mainly used for the forming of bimetallic composite material screen discs and split screen discs, with the core being the surfacing wear-resistant layer technology. Tungsten carbide and high-chromium alloy welding wires are used to overlay the wear-resistant layer on the surface of the ordinary steel substrate. The overlay thickness is generally 3-5mm to ensure a firm bond between the wear-resistant layer and the substrate and prevent it from falling off. It is suitable for the repair and manufacturing of screen discs in high-wear conditions.
Machining process
It is mainly used for the forming of wear-resistant alloy steel Screen discs. It adopts precision processing methods such as CNC turning and milling to ensure the dimensional accuracy, surface roughness and arrangement accuracy of the screen discs. It is suitable for Disc Screenss with high screening accuracy requirements, such as fine particle material screening equipment.
Material selection strategy for the core components of Disc Screens
Material characteristics
Pay close attention to the hardness, particle size, humidity and corrosiveness of the materials. The higher the hardness of the material and the larger the particle size, the more severe the impact and wear on the components. The greater the moisture content of the material, the more likely it is to cause blockage of the screen plate and accelerate local wear. The material contains corrosive components (such as acids and alkalis), so materials with good anti-corrosion performance should be selected.
Working parameters
It mainly includes the rotational speed, processing capacity and impact frequency of the Disc Screens. The higher the rotational speed and the greater the processing capacity, the greater the torque and friction that the components bear. The higher the impact frequency, the higher the requirement for the toughness of the components, and materials that are resistant to fatigue and impact should be selected.
Environmental factors
Pay attention to the temperature, dust and chemical media in the operating environment of the equipment. In high-temperature environments, materials with good high-temperature resistance and thermal stability should be selected. In environments with a lot of dust, it is necessary to enhance the sealing and surface protection of components. In environments with chemical media (such as chemical engineering and wet screening), corrosion-resistant materials (such as stainless steel with coating) should be selected.
Disc Screens Core Component wear and tear judgment
Wear type
Abrasive wear
The most common type of wear is mainly caused by the sliding friction between the material and the component surface, which is manifested as uniform grooves and wear marks on the component surface, such as wear marks on the screen plate surface and thinning of the screen shaft surface due to wear. This kind of wear mainly occurs in the parts that come into direct contact with the materials, and the wear rate is positively correlated with the hardness and friction strength of the materials.
Impact wear
It is caused by large pieces of material hitting the surface of the component, manifested as pits, peeling and cracks on the surface of the component, such as chipping at the edge of the screen plate and local depressions of the screen shaft. This kind of wear mainly occurs under high-impact working conditions. If the material's toughness is insufficient, it will lead to rapid failure of components.
Fatigue wear
It is caused by the long-term alternating stress on the components, manifested as the appearance of tiny cracks on the surface of the components. As the operating time increases, the cracks gradually expand, eventually leading to the fracture of the components (such as the breakage of the screen shaft) and the cracking of the screen plate. This kind of wear and tear is not easy to detect and needs to be identified through professional detection methods.
Corrosion and wear
Material loss occurs due to chemical reactions between chemical media (such as acids, alkalis, and humid environments) and the surface of components, which is manifested as rusting, corrosion, and peeling on the component surface, such as the corrosion and wear of the screen plate in wet screening. This kind of wear mainly occurs in corrosive environments and will accelerate the wear rate of components.
Wear determination
Sieve plate
When the thickness wear is ≥ 30% of the original thickness, or when obvious chipping corners or cracks appear, affecting the screening efficiency, it must be replaced. If the wear is small, it can be repaired by surfacing a wear-resistant layer to extend the service life.
Screen shaft
When the diameter wear is ≥2mm, or when cracks or deformations occur, affecting coaxiality and transmission stability, replacement is necessary. When the wear of the bearing position affects the fit accuracy (clearance >0.1mm), it needs to be repaired (such as electroplating, surfacing). If it cannot be repaired, it should be replaced.
Screening efficiency
When the gap between the screen discs changes due to wear, causing the screening efficiency to drop by more than 15%, it is necessary to promptly inspect the wear of the screen discs and make adjustments or replacements.
Operating status
If the Disc Screens shows abnormal vibration or noise and it is confirmed through detection that it is caused by the wear of the screen shaft or screen plate, the machine should be stopped in time for inspection, and repair or replacement should be carried out according to the degree of wear.
Conclusion
Disc Screens, as the core equipment in the field of coal and ore screening, its operational stability directly affects the production efficiency and operation and maintenance costs of enterprises. As the core vulnerable parts, the manufacturing process, material selection rationality and maintenance level of the screen shaft and screen plate are the keys to determining the service life and screening efficiency of the equipment.
.jpg)









