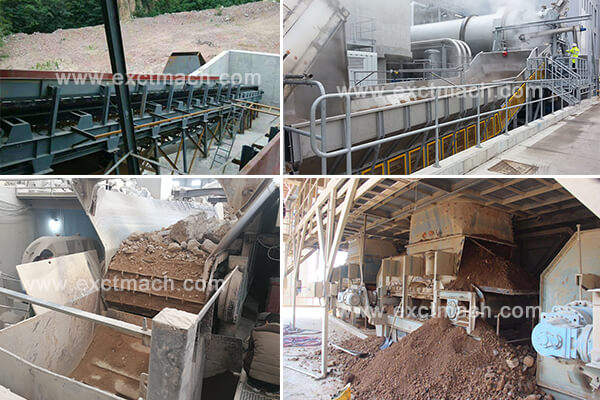
Apron feeder a device for continuous conveying material machinery, mainly used in ore crushing feed, or overseas Chinese is horizontally segment from the storage bunker to the crusher, conveyor, or other work pattern in continuous evenly distribution or transfer of all loose material general fixed feeder
apron feeder often and as crusher downstream feeding equipment, have the function of the impact resistant, can have very good protection around for the downstream equipment.
1.Apron feeder is suitable for materials or products with sharp edges and corners and strong wear to the conveyor. The density is not more than 2400kg/m3.Conveying temperature less than 400°C.
2, high traction chain strength, for heavy apron feeder usually adopts tank high strength chain, can be used for a longer distance transport, the maximum length of the product transport up to 30m.
3, flexible layout, apron feeder is usually irreversible one-way conveying equipment, but can transport materials horizontally, can also tilt conveying materials. Its inclination Angle 0≤a≤25°.
4. The chain plate has high bending strength and impact resistance.
5. Stable and reliable operation, low failure rate and strong durability.
Type and basic parameters
The medium
apron feeder can be divided into three types according to the structure of conveying tank for carrying materials
Type P -- The longitudinal profile of the conveying trough bearing plate is flat, suitable for conveying bulk materials along the horizontal or inclination Angle less than or equal to 150
L-shaped -- The longitudinal profile of the conveying tank bearing plate is wavy and suitable for conveying bulk and granular materials along the horizontal plane or with an inclination of less than or equal to 250.
H type -- The longitudinal profile of the conveying tank bearing plate is circular, suitable for conveying wet or sticky materials along the horizontal or inclination Angle of less than 250.
The main technical parameters are listed below
1.The center distance of the sprocket is the center distance between the driving chain and the tension sprocket.
2.The lumpiness of the material shall not exceed half of the groove width.
3.The total weight of the machine is the weight designed under the maximum feeding speed when the feeder is installed horizontally and without speed regulation.
4. According to the user needs to design suitable for the field process of non - standard products
structure,
The apron feeder is mainly composed of the following parts:
1. Transmission device: Transmission device includes motor, reducer, coupling, frame, etc.2. Head wheel device includes head frame, driving shaft, sprocket, driving shaft, front frame, etc.3. Chain 4. Chain plate
5. Tail wheel device: including sprocket, rear frame, tension device, etc.6, support and bar plate 7, intermediate frame
The above parts have been assembled before leaving the factory, and can be installed according to the form of the general assembly drawing and the position of the foundation
.5. Conveying principle
The power of the apron feeder is driven by the motor of the transmission device, which is reduced by the reducer and then transferred to the driving shaft by the safety coupling. At this point, the two sprockets mounted on the drive shaft rotate with the shaft. In addition, the two chains meshing with the head and tail sprockets also move forward with the rotation of the driving sprocket and tail wheel, and the chain plate is installed on the chain for synchronous movement with the chain.
The function of the chain plate is to bear all the weight of the material. With the movement of the chain, the chain plate also completes the process of transporting the material.
Vi. Installation, adjustment, commissioning and maintenance
1. 20 days before the formal installation of apron feeder, the foundation position must be poured according to the size of the foundation drawing.2. During installation, the longitudinal center line of the apron feeder, the driving axle of the head wheel device and the transverse center line of the tail wheel device are firstly determined according to the installation foundation.
3. Installation sequence: head wheel device, tail wheel device, intermediate frame, supporting roller, chain, chain plate, and finally mounting support and bar plate.
4. Attention must be paid during installation:
(1) The cable is calibrated to make the longitudinal center line of the head sprocket and the tail sprocket coincide, and the error shall not exceed 2.5mm.
(2) The installation of the intermediate rack shall be parallel to each other.
(3) When installing the chain plate, cover the great arc of each chain plate with that of the other chain plate, and make the direction of the great arc consistent with the delivery direction.
(4) The center height of the transmission device and the center height of the feeder transmission shaft coupling shall be the same, and the deviation shall not exceed 1.5mm.
(5) Properly adjust the force of the tensioning device screw, the tensioning force of the chain need not be too tight.
(6) After installation, first turn the shaft coupling of the motor by hand to drive the test rotation of the whole machine, observe whether the rotating parts are flexible in rotation, and eliminate and adjust immediately if there is any stuck phenomenon.
(7) Check in detail whether the bolts and nuts at each joint of the machine are loose, and tighten them if so.5. Empty car test run
(1) After the complete machine is installed and the foundation reserved hole is solidified by secondary grouting, tighten the anchor bolts of the machine, then the motor power can be turned on for the empty test run.
(2) Before the test run, lubricating oil must be added to the gear and reduction gear, and the oil level height of reduction gear should meet the specified requirements.
(3) With the rotation of the machine, it shall pay attention to observe the situation of all parts of the machine. If any problem is found, it shall stop immediately (the personnel guarding the electronic control equipment shall not leave the operating position).
(4) During the commissioning process, attention should be paid to observe whether the meshing of the chain and the head and tail sprockets is smooth and whether the chain has the phenomenon of rail clamping. If there is no problem, the commissioning will continue for 4 hours to complete the commissioning.
6. Testing machine with materials
(1) The first time to feed the
apron feeder, cannot dump trucks, should be manually installed in the apron feeder chain plate, about 1 meter of material, and then can be mechanical feeding, so as to avoid the chain plate by strong impact deformation damage.
(2) The operation of the material loading test machine is the same as that of the no-load test machine. If everything is normal, the material loading test machine can be delivered to normal production and use after its operation is completed.
7. Maintenance
In the process of putting into operation, the apron feeder must pay attention to the maintenance to ensure the normal production. The chain pin should be filled with calcium base grease once a month, and the tooth surface of the gear should be coated with calcium base grease once a month. Half a year remove the chain, pin shaft, roller for cleaning or maintenance. Pay attention to observe whether the oil level height of the reduction gear meets the specified requirements every month, and change the oil of the reduction gear once every six months. In the process of putting the machine into operation, it is necessary to inspect the operation frequently, and replace or repair the deformed parts in time to ensure the integrity rate of the whole machine.
.jpg)